康達科技集團(Qanta Group), 是全球領先的有機矽解決方案供應商之一,致力於提供個性化的有機矽解決方案。其擁有從金屬矽到特種有機矽材料的全方位產品供應鏈。主要業務為特用化學品技術及特殊SILICONE與複合材料相關應用製程技術材料開發、設計、銷售。目前已有18年以上曆史,與全球500強企業有合作銷售經驗,是一家集科研,開發,生產及銷售為一體的國家級高新技術企業,擁有國際化品質,技術和管理及提供一條龍Silicone 材料應用整合。公司擁有廣泛的銷售和研發網絡,可提供有利於未來可持續發展的創新技術和基於市場需求的解決方案
主要經營產品包括沉澱膠、氣相膠、導電膠、阻燃膠、耐高溫膠、絕緣子膠、出油膠、LSR液態射出型矽橡膠、自粘選擇性接著液態射出膠、有機矽改質劑、硫化劑、脫模劑、發泡劑等。康達科技集團有機矽事業部二部經營產品專業應用在特殊塗布、延壓、㨈出、射出、模壓等矽膠製品行業。
產品廣泛應用在在按鍵、密封圈、擠出管、膠輥、墊片、導電黑粒、陽極帽、電線電纜、絕緣子、自潤滑油封、耐熱、防火、運動器材和醫療保健等矽膠產品,為多數國際知名企業采用。
焦燒是指橡膠加工過程中產生的早期硫化現象,防焦劑的作用就是防止膠料焦燒,提高操作安全性,延長膠料、膠漿的貯存期。橡膠的焦燒是超前硫化現象,即是橡膠硫化前的各項工序 。
目前全國溫度在逐步上升,冬季的配方在夏季適當改善膠料促進劑和工藝溫度來降低焦燒的可能性。
1、焦燒的橡膠,硫化後產品不光亮(霧麵),表麵有明顯的皺紋,表麵不平的,很脆易裂。
2、焦燒的膠料表麵也是不平的,有硬塊。而且剪刀剪不斷焦燒的膠料。
硫化焦燒階段 也稱為硫化的起步階段,是指硫化開始前的延遲作用間,也稱硫化反應的誘導期。對於不同的膠料,這個階段的焦燒時間有的比較長,而有的時間又很短。焦燒時間的長短主要與膠料的性質以及配方的組成有關,特別配方中的硫化促進劑、活化劑等配合劑的種類和數量影響很大。焦燒時間由兩部分時間組成,一是操作焦燒時間,一是剩餘焦燒時間。
操作焦燒時間是橡膠加工過程中由於熱積累效應所消耗掉的焦燒時間,如膠料的翻煉次數、混煉程度、壓延、壓出等操作過程。這部分時間有可能在硫化前就已經消耗。剩餘焦燒間是指膠料在模型中加熱時保持流動的時間。如果膠料在混煉、停放、熱煉和成型中所耗的時間過長或溫度過高,而導致操作焦燒時間長,占去的整個焦燒時間就多,而剩餘焦燒間就少,易發生焦燒。因此為了防止焦燒,一方麵使膠料具有較長的焦燒時間,如不加超速促進劑,另一方麵在混煉、塑煉、成型時應該低溫、迅速,以減少操作焦燒時間。因此從安全的角度來看,較長的誘導期對安全有利。
一、膠料為什麼會焦燒?
1、硫黃硫化,有的時候配方設計得焦燒時間很長,但停放久了照樣會死料,有時配方焦燒時間不長,但停放已久也不一定會死料,冬天不易死料,夏天最易死料,這是為什麼?
各種促進劑的臨界活化溫度一般也在110度以上,如果單純從促進劑的臨界活化解度上看,那麼在40度以下的溫度下停放該也不會焦燒的,但實際上並不是那麼一會事,因為膠料焦在打料過程中已經進行了化學反應,在較高的操作溫度下,由硫化劑、活性劑、促進劑己經有少量的相互活化,生成了少量的硫化先軀絡合物,這是一種常溫硫化劑仍至在20度以上就能硫化。其實選擇促進劑的品種也就是選擇臨界活化溫度較高的促進劑,調節表麵活性劑的用量,就是調節活性劑的活化能,工藝上用過水機、冰水機的目的也就是減少生成絡合物的操作時間。
2、過氧化物硫化是不易焦燒的,並且過氧化物的焦燒時間一般比硫黃硫化還要短,但為什麼不易產生焦燒?其根本原因是過氧化物硫化的過程是一個半衰過程,其必須在活化或分解點以上才能產生交聯,當然有些比如象一些帶羧基的過氧化物硫化速度也很快,因為它的分解點很低,盡管這樣一般其分解活化點也在110度以上,換句話說也就是操作過程中溫度控製在110度以下是不會焦燒的,即使短時間在較高的溫度下也不易焦燒的,隻要膠料的操作溫度不要太高及出片時盡快散熱是沒問題的,一些如DCP、雙2,5更不易焦燒,而停放過程中的外界溫度再高不會超過50攝氏度!所以一般不會受停放時間的長短而影響的。
3、過氧化物硫化是不易焦燒的,並且過氧化物的焦燒時間一般比硫黃硫化還要短,但為什麼不易產生焦燒?其根本原因是過氧化物硫化的過程是一個半衰過程,其必須在活化或分解點以上才能產生交聯,當然有些比如象一些帶羧基的過氧化物硫化速度也很快,因為它的分解點很低,盡管這樣一般其分解活化點也在110度以上,換句話說也就是操作過程中溫度控製在110度以下是不會焦燒的,即使短時間在較高的溫度下也不易焦燒的,隻要膠料的操作溫度不要太高及出片時盡快散熱是沒問題的,一些如DCP、雙2,5更不易焦燒,而停放過程中的外界溫度再高不會超過50攝氏度!所以一般不會受停放時間的長短而影響的。
4、過氧化物硫化是不易焦燒的,並且過氧化物的焦燒時間一般比硫黃硫化還要短,但為什麼不易產生焦燒?其根本原因是過氧化物硫化的過程是一個半衰過程,其必須在活化或分解點以上才能產生交聯,當然有些比如象一些帶羧基的過氧化物硫化速度也很快,因為它的分解點很低,盡管這樣一般其分解活化點也在110度以上,換句話說也就是操作過程中溫度控製在110度以下是不會焦燒的,即使短時間在較高的溫度下也不易焦燒的,隻要膠料的操作溫度不要太高及出片時盡快散熱是沒問題的,一些如DCP、雙2,5更不易焦燒,而停放過程中的外界溫度再高不會超過50攝氏度!所以一般不會受停放時間的長短而影響的。
備注:冬季和夏季的膠料配方,盡量修改促進劑的用量,讓膠料焦燒期適當延長,ML降低滿足生產加工過程。
在實際加工過程中,為了避免焦燒的危險,使膠料具有較好的模內流動性,常采用添加防焦劑的辦法來解決。
膠料在加工過程或硫化前停放過程中出現早期硫化現象,又稱自硫(bin cure)。
導致膠料出現焦燒的原因主要是配方設計不當,如促進劑品種不合適、用量過大;混煉、壓出、壓延時溫度過高;膠料停放溫度過高、時間過長等。
防止膠料焦燒除針對上述原因從配方、工藝上加以改進外,還可以通過使用防焦劑延長膠料的焦燒時間來達到。
二、產生原因
(1)配方設計不當,硫化體係配置失衡,硫化劑、促進劑用量超常。
(2)對某些需要塑煉的膠種,塑煉未達要求,可塑性太低,膠質過硬,導致煉膠時急劇升溫。煉膠機或其它輥筒裝置(如返煉機、壓延機)輥溫太高,冷卻不夠,也可能導致現場焦燒。
(3)混煉膠卸料時出片太厚,散熱不佳,或未經冷卻,即倉促堆積存放,加上庫房通風不良、氣溫過高等因素,造成熱量積累,這樣也會引發焦燒。
(4)膠料存放過程中管理不善,在剩餘焦燒時間用盡之後,仍堆放不用,出現自然焦燒。加工困難;影響產品的物理性能及外表麵光潔平整度;甚至會導致產品接頭處斷開等情況。
三、解決措施
(1)膠料的設計要適宜、合理,如促進劑盡可能采取多種並用方式。抑製焦燒。為適應高溫、高壓、高速煉膠工藝,在配方中還可配用適量(0.3~0.5份)的防焦劑。
(2)加強煉膠及後續工序中對膠料的冷卻措施,主要通過嚴控機溫、輥溫及保證有充沛的冷卻水循環,使操作溫度不逾越焦燒臨界點。
(3)重視膠料半成品的管理,每批料應有流水卡跟隨,貫徹“先進先出”的存庫原則,並規定每車料的最長留庫時間,不得超越。庫房應有良好的通風條件。
(4)調整硫化體係,為次磺酰胺促進劑的采用,大大改善了防焦燒性能。
(5)改善膠料貯存和加工條件,如加強冷卻;
(6)采用防焦劑。

一、焦燒的影響因素及解決途徑
膠料在加工、貯存、壓型過程中受熱的作用,發生早期硫化(交聯)並失去流動性和再加工的能力,就是所謂的焦燒現象。(即膠料在工藝過程中熱和時間對膠料影響的積累,也可以叫做膠料的熱曆程。膠料的熱曆程逾長,溫度逾高,則可逐漸縮短膠料的焦燒時間。)那麼在膠料配方確定的情況下,造成膠料焦燒的主要因素及解決途徑有那些呢?
1、 排膠溫度及冷卻存放溫度過高
解決途徑:母膠的排膠溫度一般在135℃,最高不超過150℃;終煉膠排膠溫度一般不超過105℃,最高不超過110℃。存放溫度一般在45℃以下,最高不超過50℃。
2、 停放時間
解決途徑:停放時間過短,膠料的疲勞恢複不能充分緩解,焦燒時間變短,一般最短停放不少於6小時;母膠停放時間過長,易造成終煉生產困難,煉膠相對延長,焦燒損失較多,焦燒時間變短;終煉停放時間過長,易出現噴霜或者自硫現象,導致焦燒變短。
3、 混煉的均勻性較差
解決途徑:避免部分配合劑局部集中,加快硫化速度,引起局部焦燒變化。
4、 煉膠工藝即煉膠時間長短
解決途徑:在保證煉膠質量(均勻性)的前提下,盡量縮短煉膠時間。
5、 設備冷卻效果
解決途徑:良好的設備冷卻,相對降低膠料的溫度升高,延長焦燒時間。經常清洗設備,提高設備冷卻的熱交換能力。
6、 擠出或者壓延溫度和速度
解決途徑:在保證生產工藝和產能的情況下,盡可能降低工藝溫度和速度。
防焦劑主要是有機酸類、亞硝基化合物和硫代酰亞胺化合物三類。
理想的防焦劑應具有下列性能:
1、具有優良的防焦性能,對不同促進劑和膠料種選擇性小,對其它配合劑不敏感;
2、對膠料的硫化特性和硫化膠性能無不良影響;
3、貯存穩定和操作性能良好,不結塊,不飛揚,分散,不噴霜等;
4、符合工業生產安全和衛生要求;
5、性價比較高;
6、最好能兼具其它有益的功能。
五、橡膠膠料焦燒性的控製
橡膠在密煉、壓延、壓出、瀘膠等加工工序中,都有發生焦燒(早期硫化)的可能,每逢夏季,氣溫較高,常會出現大量的焦燒膠料。膠料焦燒後:粘度上升、流動性變差、粘著性低劣;壓出時坯料粗糙不平,壓延時收縮嚴重:不溶於溶劑中,無法製備膠漿。嚴重時膠料隻能報廢,對提高企業的經濟效益妨礙極大膠料焦燒時間達不到一定要求,就會影響後繼工藝,因此應從配方設計及工藝條件兩個方麵加以控製。
配方的影響配方體係
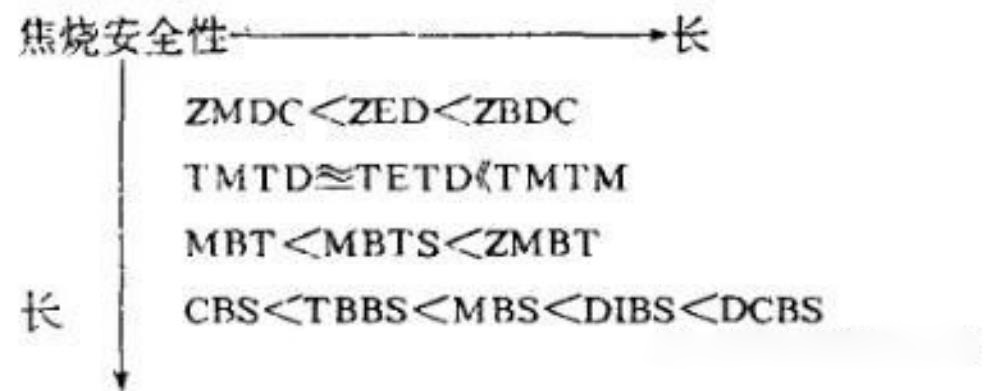
原材料的選用是防止膠料焦燒的重要方麵,特別是對硫化體係、防焦劑、炭黑的選用。硫化體係中促進劑的選用是極重要的,各種促進劑對膠料加工安全性的影響可略示如下:
防焦劑的使用對克服膠料的焦燒作用明顯。在天然或順丁橡膠中,無論對含次磺酰胺促進劑還是含唑類促進劑的膠料,加入防焦劑都能有效地增加膠料的門尼焦燒時間,遲延硫化溫度下的硫化起步時間,而對硫化速率和硫化膠的物理性能基本上沒有影響。
對用次磺酰胺類促進劑的硫化體係,隻要配合很少量的硫氮類防集劑就可產生較好的防焦效果,對硫化速度及硫化膠的物理機械性能幾乎沒有影響。由於防焦劑的活性高,用量小,所以特別強調準確稱量及在膠料中的均勻分散。
此外,水楊酸和苯酐對用胍類和噻唑類促進劑的硫化體係有一定的防焦效果,且苯酐優於水楊酸。
細粒子炭黑、白炭黑在混煉時分散困難,升熱快,混煉時發硬,有增加膠料焦燒的傾向,且隨它們用量增加焦燒時間顯著地縮短。炭黑的結構性、表麵性質、含氧量對焦燒時間都有影響,一般來說,結構度高將縮短焦燒時間,含氧量高、pH值低即呈酸性的炭黑(如槽法炭黑)焦燒時間較長。
填充劑、軟化劑也影響膠料焦燒性能,但影響不像細粒子炭黑那樣顯著。酸性物質,別是硬脂酸,在一定的用量範圍內,可在不影響硫化速度下,減慢焦燒速度。
防老劑對膠料焦燒性能影響亦應考慮:酮胺及喹啉類防老劑有促進膠料焦燒作用;各種對苯二胺類防老劑有不同程度的促進焦燒作用。
配製膠料的各種原材料的含水量,對膠料焦燒性能有影響,原材料含水過高膠料極容易發生焦燒。
膠料中的水分的遊離基H+,會誘發堿性促進劑的分解,含次磺酰胺類促進劑的膠料,遇到水分後可能促進生成促進劑和堿性物質,而使硫化反應提前和加快。因此,對含水率不合格的各種原材料都應烘幹後使用。
工藝條件控製
引起膠料焦燒的工藝因素主要有兩個方麵:
①“受熱曆程”即煉膠壓延、壓出、成型…整個加工過程中的受熱積累量;
②加工過程中超過某一安全溫度範圍(臨界溫度)引起膠料早期硫化。這兩因素的影響,在不同生膠之間往往有極大差異。對天然橡膠、順丁橡膠控製在安全溫度範圍內加工是重要的,因為膠料超過安全的臨界溫度即快速產生燒而在相對較低溫度下加工,其受熱曆程的影響相對次要。其臨界溫度受促進劑品種和用量的影響極大。而對硫調節氯丁膠料來講,其受熱曆程顯得格外重要,它在所有溫度下都無法保證不會焦燒,即使較低溫度下加工,也有一穩定的極限時間。
從工藝管理上,防止膠料早期硫化的關鍵是:在配方體係一定的條件下,嚴格控製加工溫度不超過其臨界溫度;降低膠料加工溫度、存放溫度和縮短停放時間;減少膠料受熱積累量。
生膠塑煉不足、門尼粘度過高時,在密煉過程中,分子剪切力增大,生熱隨之增加,使排膠溫度相應提高,易使膠料出現焦燒的傾向。
密煉操作要按工藝規程規定控製投料順序,嚴格執行分段加壓時間,並盡可能增大密煉機的冷卻水流量,適當降低混煉膠的排膠溫度。硫黃宜在溫度較低條件下加入膠料,一段法密煉時,硫黃可在開煉機補充混煉時添加,開煉機補充混煉時要增加膠的落盤次數,加速空氣的流動和加大冷卻水的流量,以降低膠料加硫黃時的溫度。采用兩段混煉的膠料,硫黃和促進劑應在二段混煉時加,在保證膠料混煉均勻的條件下,二段混煉時適當增加密煉機的空轉時間,減少膠料的加壓時問:以降低排膠溫度和加硫黃時的溫度。避免硫黃及促進劑分散不均,防止膠料局部焦燒。
適宜的配方設計,嚴格工藝管理,控製原材料含水率,可避免膠料出現焦燒。
減少膠料加工中受熱曆程,混煉後或熱煉剩餘的膠片,要求及時散熱,浸或噴冷卻隔離劑溶液,用流動空氣使水分蒸發,使膠片迅速散熱降低膠片的溫度。膠料半成品充分冷卻後才能堆放嚴格控製存放環境,盡量降低環境溫度,避免熱源烘烤。半成品要科學管理:縮短貯存時間一加強計劃管理,合理調度,作到少混,勤混,減少積壓,作到先混先用。在進行膠料熱煉時,要控製膠卷的重量及存放數量,限製膠卷的存放時間。返回膠要均勻摻用。熱煉的膠料要及時送至後續工序,盡可能避免存放。
