康達科技集團(Qanta Group), 是全球領先的有機矽解決方案供應商之一,致力於提供個性化的有機矽解決方案。其擁有從金屬矽到特種有機矽材料的全方位產品供應鏈。主要業務為特用化學品技術及特殊SILICONE與複合材料相關應用製程技術材料開發、設計、銷售。目前已有18年以上曆史,與全球500強企業有合作銷售經驗,是一家集科研,開發,生產及銷售為一體的國家級高新技術企業,擁有國際化品質,技術和管理及提供一條龍Silicone 材料應用整合。公司擁有廣泛的銷售和研發網絡,可提供有利於未來可持續發展的創新技術和基於市場需求的解決方案
主要經營產品包括沉澱膠、氣相膠、導電膠、阻燃膠、耐高溫膠、絕緣子膠、出油膠、LSR液態射出型矽橡膠、自粘選擇性接著液態射出膠、有機矽改質劑、硫化劑、脫模劑、發泡劑等。康達科技集團有機矽事業部二部經營產品專業應用在特殊塗布、延壓、㨈出、射出、模壓等矽膠製品行業。
產品廣泛應用在在按鍵、密封圈、擠出管、膠輥、墊片、導電黑粒、陽極帽、電線電纜、絕緣子、自潤滑油封、耐熱、防火、運動器材和醫療保健等矽膠產品,為多數國際知名企業采用。
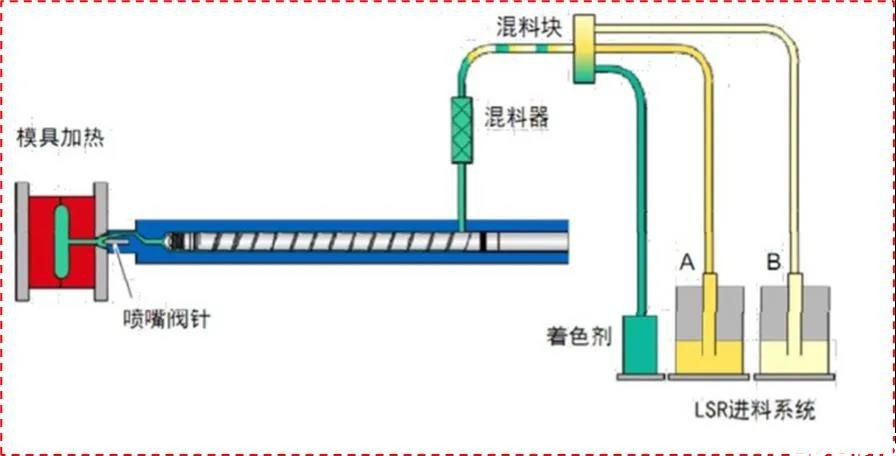
液態矽膠注射成型(Liquid Injection Molding System,簡稱LIMS) LIMS液體矽利康注塑LIMS(Liquid Injection Molding System)液態矽利康注塑係統是通過把具有出色性能的液態矽橡膠,和能夠精密且穩定地完成注射成型的設備相結合而形成的新型加工係統。隻需將A/B兩種液態材料裝入設備內,C是液態注塑色漿,從混合到成型全自動完成,在追求簡化工藝和縮短加工時間的同時,能很方便地實現高質量製品的加工。不僅如此,利用液態矽橡膠的各種特性,還能夠廣泛應用於以電氣、電子、汽車、食品為代表的各種行業。LIMS著眼於生產能力的提高和人工費用的降低,完美地體現了出色的經濟效能。A: Liquid silicone rubberB: Liquid silicone rubber加熱止回流閥開關閥控製矽膠量C:矽膠色漿
LIMS成型條件
固化溫度:一般情況下,90℃ ~210℃可以實現固化。射出壓力:40~120Kg/CM2。
固化時間:150℃情況下,1mm試片固化時間在10s以內。
線收縮率:100℃ ~150℃ ,線收縮率在2%~3%由於LSR低粘度性,流動性高,為了避免溢膠,對模具封膠位和分型麵有較高要求。
為減低氣泡不良,最好在模具中加裝抽真空結構,以保證模腔內的空氣及時排出。
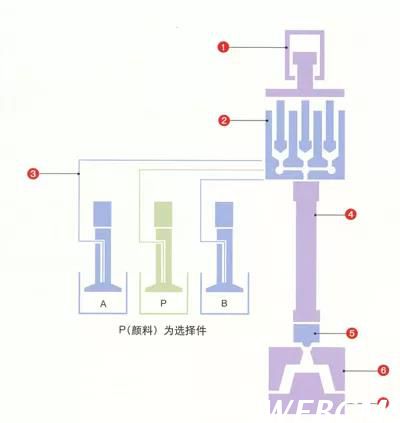
1.注射裝置 LIMS具有能夠在低壓力下成型的特長要設定好壓力和注射速度2.計量裝置 使用加壓泵,將A液和B液按一定比例(1:1)進行準確的計量後,讓兩種液體同時壓出。3.供料裝置將裝在手提罐(或桶形罐)中的A液和B液原料用泵進行輸送。4.混合裝置通過動態攪拌器或靜態攪拌器把兩種液體進行充分混合,直接向模具內加壓注入。5.閥控噴嘴由於噴嘴帶有閥控,故不存在原料從噴口漏出的毛病。6.鎖模裝置隨著供料裝置、計量泵、注射裝置的聯動而進行鎖模和開模。7.模具
LIMS常見問題及對策
01
氣泡或膨脹
Q:硫化不足
A:延長硫化時間,提高溫度
Q:成型壓力不足
A:增加保壓壓力
Q:產生氣泡
A:排空空氣,調整注射速度
Q:模具加熱不均勻
A:調整加熱裝置,使受熱均勻
02
缺料,表麵斑點,混色不均
Q:硫化不足
A:延長硫化時間,提高溫度
Q:空氣未排空
A:充分抽出空氣
Q:困氣
A:檢查設備密封槍口
Q:模具溫度過高
A:降低溫度,平均溫度分布
Q:混合斑
A:調整注射速度,檢查供料器
03
合模線問題
Q:混合比不當
A:檢查供料係統
Q:混合不均勻
A:調整注射速度
Q:成型壓力不良
A:增加壓力,降低溫度
Q:注入時間過長
A:縮短注射時間
Q:焊接部位排氣不暢
A:采用真空機器
Q:流道不均衡
A:均衡流道
04
光澤度差,暗色
Q;硫化不足
A:延長硫化時間,提高溫度
Q:模具表麵粗糙
A:模具拋光或者脫模劑太強
05
脫膜性能不好
Q:硫化不足
A:延長硫化時間,提高溫度
Q:模具表麵不佳
A:模具表麵處理
Q:表麵溫度分布不均勻
A:檢查模具加熱方法
06
毛邊溢膠
Q:注膠量太多
A:減少注膠量
Q:分型麵問題
A:檢查分型麵
Q:鎖模力太低
A:加大鎖模力
Q:模溫太低
A:提高模具溫度
Q:注射壓力太高
A:降低注射壓力
Q保壓時間太長或太高
A:降低保壓時間
07
顏色
Q:色斑
A:加色
1.控製穩定加色漿
2.提高色漿量
3.攪拌時間拉長
4.提高螺杆轉速
5.靜態攪拌器
6.清洗
7.檢查加色口(太大/堵塞)
Q:流痕
A:1.色漿分散
2.更換色漿批號3.改變注膠口形狀(膜針狀變膜注膠口)
Q:無光澤表麵
A:揮發份累積,定期清洗
